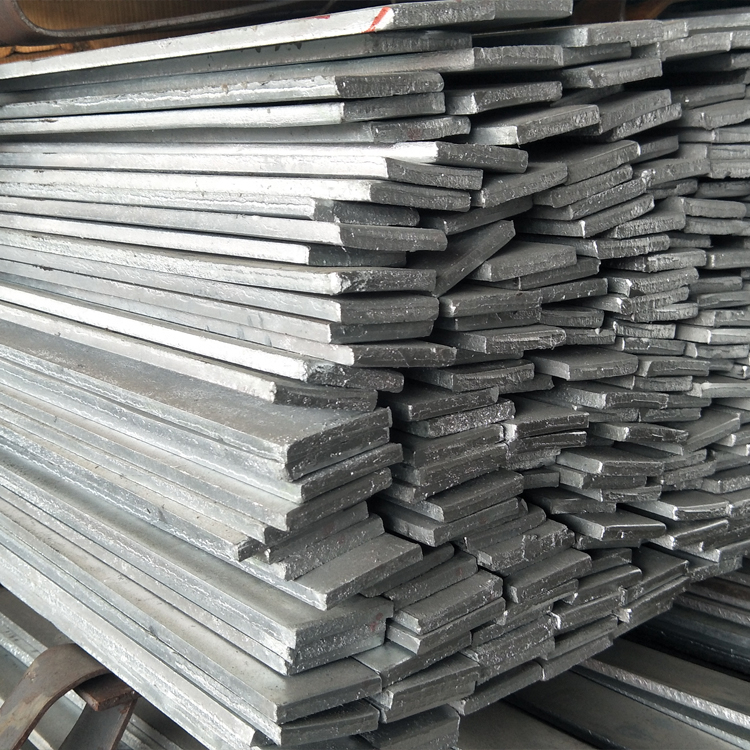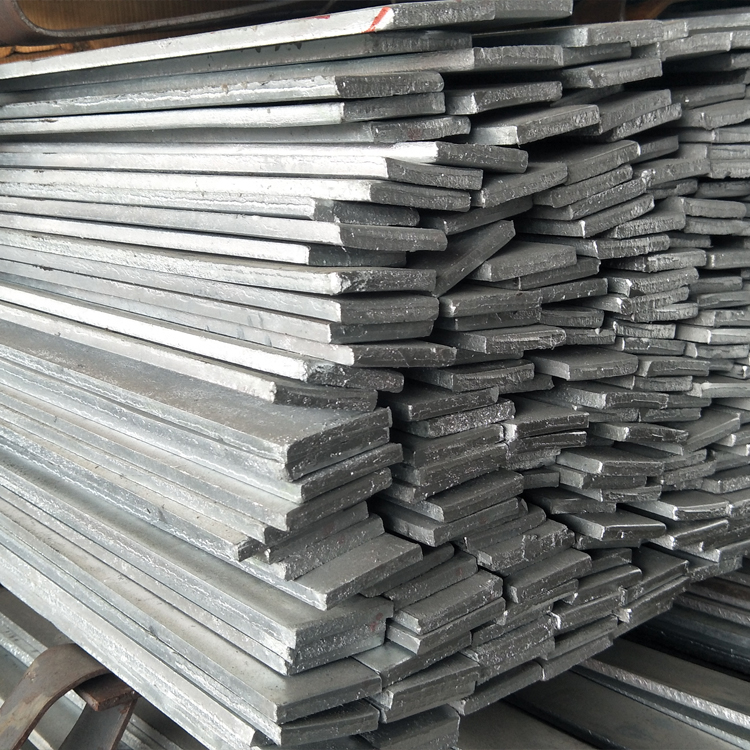

扁钢,又称平钢、扁条钢,是截面呈长方形并稍带钝边的钢材,属于钢材四大品种(板、管、型、丝)中的简单断面型钢,与方钢、圆钢、角钢并列,区别于工字钢、槽钢等复杂断面型钢。它既可直接作为成品使用,也可作为焊管坯料或叠轧薄板的薄板坯,是工业领域用量极大的基础型材之一。
规格体系
扁钢的规格以宽度×厚度(毫米)表示,宽度范围为12~300mm,厚度范围为3~60mm。普通热轧扁钢常见宽度有20、25、30、40、50、60、70、80、100、120、150、200mm等,厚度常见3~30mm。不锈钢扁钢国产规格一般为边长3mm×20mm至150mm。交货长度分定尺(3~12m)和倍尺(6~15m)两种,也可按用户需求定厚、定宽、定长生产,减少现场切割,省时省力省料。扁钢采用负偏差轧制,但按实际重量交货,利用率较钢板可提高1~5个百分点。
材质方面,普通扁钢以Q235B、Q345B为主;合金扁钢包括40Cr、42CrMo等;不锈钢扁钢常见牌号为304、201、316等。按用途又分为普通扁钢、弹簧扁钢(用于汽车板簧等)和工具扁钢(用于刀具、模具等)。
生产工艺
扁钢按工艺主要分为热轧、冷拉(冷拔)和锻造三种。
热轧扁钢是主流工艺。钢坯加热至1100℃以上,经轧机多道次连续轧制变形为矩形截面,再经空冷或风冷、水冷冷却后矫直精整。表面可能带有轻微氧化铁皮,尺寸精度一般,但韧性好、成本低,可生产较厚规格。
冷拉扁钢在常温下通过拉拔工艺成型,表面光洁度高、尺寸精度更高,强度和硬度也更高,但韧性稍差(存在加工硬化),适用于对精度要求高的精密五金、机械零件等场合。其生产流程包括:原材料准备→酸洗或喷砂预处理→加热(高频感应或火炬)→冷拉变形→切割校直→表面处理(打磨、抛光、镀锌等)→质检包装。
锻造扁钢通过锻打工艺成型,内部组织致密、强度最高,但成本也最高,多用于特殊高负荷场景。
此外还有精密扁钢,由冷态扁钢毛坯经两组上下交错布置的校平轮预校平和最终校平,再用精整轮对宽度方向挤压、校直轮校直,工艺流程为:预校平→精整→校直→后校平,尺寸精度和平整度优于热轧产品。
核心优势
一是强度高、重量轻。 扁钢在保持高强度的同时相对其他型材更轻便,特别适合既要承重又要求结构轻量化的场景。
二是规格档距密、可定制。 扁钢厚度规格档距非常紧密,能精准匹配用户需求,可直接焊接无需切割,大幅节省剪切费用和工时。
三是易于加工。 扁钢容易切割、弯曲、钻孔、焊接,适合火焰切割、等离子切割、冷弯、电弧焊等多种加工方式,在制造行业中非常灵活。
四是成本效益突出。 相较其他型材,扁钢生产工艺相对简单、材料浪费少,且按实际重量交货,经济性优异。
五是表面处理灵活。 可进行热镀锌、喷涂、电镀、抛光等多种表面处理,显著提升耐腐蚀性和外观质量。
应用领域
建筑与结构工程是扁钢的第一大应用。用于钢结构框架、支撑梁、檩条、墙梁,可自行组合成轻量型屋架、托架,也用于房架结构件、扶梯、桥梁构件、栅栏及电力铁塔、电缆支架等。
机械制造与工业设备中,扁钢用于发动机底座、机床底座、各种机械框架,以及轴类、齿轮、连杆等零件,弹簧扁钢则专用于制造汽车、拖拉机、铁路运输机械上的钢板弹簧。
汽车工业中,扁钢用于车身悬挂组件、底盘、框架结构等,提供额外强度和支撑。方大特钢的"长力"牌汽车用弹簧扁钢已通过马来西亚SIRIM认证。
船舶制造中,扁钢用于船体构架、甲板加固梁等结构性应用。
工具与五金领域,扁钢可制作扳手、刀具、农业工具柄、夹具等,工具扁钢凭借高硬度专用于刀具和模具。
交通与能源方面,扁钢用于铁路轨道支架、轨道交通设备、矿山机械、起重机械等。
不锈钢扁钢则广泛用于食品加工设备、化工容器、装饰栅栏、艺术装置等耐腐蚀场景,执行标准包括GB/T 12770、GB/T 18705、ASTM A554、JIS G3446等。
总的来说,扁钢以"宽而薄、规格密、可定制、好加工"四大特点,成为从建筑钢结构到精密五金、从汽车底盘到食品设备无处不在的基础型材。一根扁钢看似简单,却撑起了现代工业的半壁骨架。



一、存放环境要求钢材怕的就是潮湿和雨水,因此存放场地必须选择地势较高、排水畅通、地面平整干燥的地方,严禁将钢材直接放在地面上,底部至少要用枕木、垫块或托盘垫高十厘米以上,使钢材与地面保持一定距离,防止地面潮气侵蚀钢材表面。如果条件允许,搭建专门的钢结构仓库,仓库要有良好的通风条件,避免室内湿度过大。露天存放时必须用帆布、彩条布等防水材料将钢材严密覆盖,四角要压紧固定,防止被风吹开后雨水灌入。在南方梅雨季节或沿海潮湿地区,仓库内还应配备除湿机,将相对湿度控制在百分之六十以下。二、不同品种钢材的分类存放钢材种类繁多,必须分类存放,不能混堆。碳钢、不锈钢、合金钢、工具钢等要分开堆放,不同规格、不同批

一、安全防护激光切割属于高能量加工,安全是重点要务。操作人员必须佩戴与激光波长匹配的专用防护眼镜,严禁裸眼直视激光束或其反射光,否则会对眼睛造成不可逆的伤害。同时要穿戴长袖工作服,避免皮肤直接暴露在激光照射范围内,防止反射光灼伤皮肤。加工过程中会产生大量烟尘和有害气体,特别是切割PVC等含氯塑料时会释放剧毒氯气,因此必须配备有效的排烟排毒系统,并确保工作区域通风良好。此外,激光切割会产生高温火花和熔融金属飞溅,加工区域内严禁放置任何易燃易爆物品,现场应配备适用的灭火器,操作人员不得在机器运行时打开防护门或将手伸入工作区域。二、加工前准备在正式加工之前,首先要仔细核对图纸,确认材料的种类、厚度和

一、以薄板为主要加工对象钣金加工最基本的特征就是以金属薄板为原材料,常见的板材厚度一般在零点五毫米到六毫米之间,最厚也很少超过二十毫米。正因为材料薄,所以加工时对温度、力度和变形的控制要求非常高。薄板刚性差,在加工过程中容易产生翘曲、波浪和扭曲等变形,这也是钣金加工中最需要克服的难题。不同厚度的板材需要采用不同的加工方式,薄板更适合冲裁、激光切割和折弯,较厚的板材则更多采用剪板、等离子切割或水刀切割。二、工序种类繁多,工艺流程灵活钣金加工不像车削、铣削那样以切削为主,它的工序非常丰富,主要包括剪板、折弯、冲孔、攻丝、焊接、铆接、打磨、喷涂等十几道甚至几十道工序。一件钣金产品往往需要经过多道工序