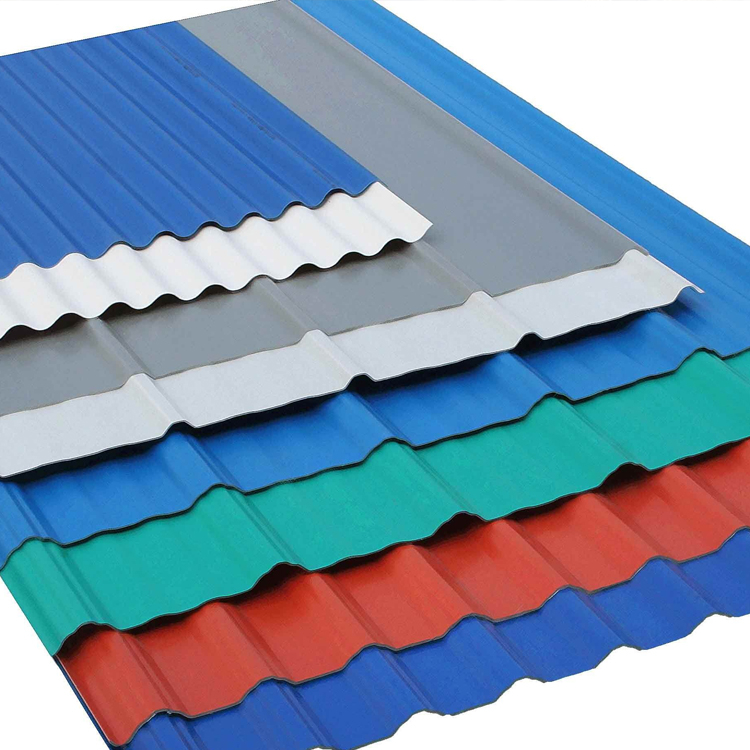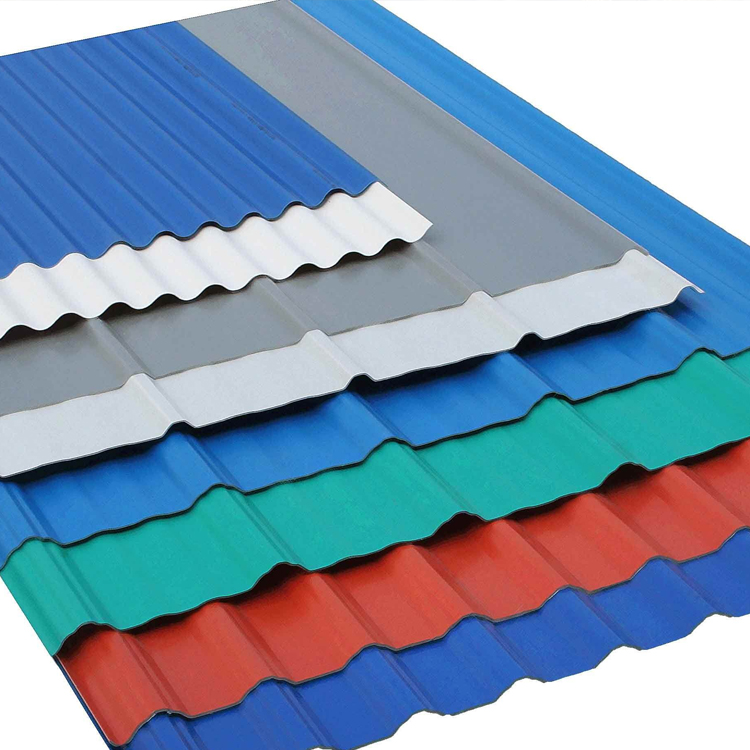

彩钢瓦,又称彩色压型瓦,是采用彩色涂层钢板经辊压冷弯成各种波型的压型板。它凭借质轻、高强、色泽丰富、施工快捷、抗震防火防雨、寿命长、免维护等特点,已成为工业与民用建筑、仓库、大跨度钢结构房屋屋面和墙面的主流材料。
规格体系
彩钢瓦的规格从厚度、宽度、长度、版型四个维度区分。
厚度通常在0.15~0.8mm之间,常见0.35mm、0.4mm、0.45mm、0.5mm、0.6mm。0.15~0.4mm多用于临时建筑、简易棚屋;0.5~0.6mm应用最广,适合工业厂房、仓库、民用住宅屋面;1.0mm以上用于大型建筑或特殊环境。
有效覆盖宽度常见840mm、900mm、950mm等,展开宽度则有1000mm、1200mm等,两者之差即为成型损耗。
长度一般6~12米,6~8米便于运输安装,8~12米减少搭接、降低漏水风险,适合大型厂房。
常用版型型号包括:840型(最常见屋面板)、820型(角驰型)、750型(墙面板)、780型(墙面板)、900型、1050型、980型、880型、850型、460型、470型等十余种,不同版型对应屋面、墙面、装饰等不同场景。
材质与涂层
彩钢瓦的基板主要有镀锌钢板、镀铝锌钢板、镀铝钢板、冷轧钢板四种。其中镀铝锌钢板(55%铝、43.5%锌、1.5%硅)抗腐蚀性优于普通镀锌板,使用寿命可达20年以上。
表面涂层是决定耐久度的关键,从低到高分为四档:
聚酯涂层(PE):成本低,寿命约5~10年,适合室内或低腐蚀环境。
硅改性聚酯(SMP):抗褪色性优于PE,寿命约10~15年,适合一般室外。
高耐候聚酯(HDP):抗紫外线和耐腐蚀性强,寿命约15~20年,适合沿海或高温地区。
氟碳涂层(PVDF):耐候性和抗腐蚀性最佳,寿命可达20~30年,成本最高,适合极端环境。
涂层厚度通常20~30微米,高端产品可达40微米。彩钢瓦整体结构由基板、底漆、涂层、保护膜四层组成,底漆增强附着力,保护膜防止运输安装中划伤。
生产工艺
彩钢瓦的核心工艺是辊压冷弯成型。流程为:开卷机将基板稳定输送→缝合机接合板带→涨力机保证平稳运行防划伤→碱洗脱脂清洗油污杂质→清水漂洗→烘干→初涂底漆和背漆→最终涂面漆→辊压冷弯成型→电脑控制定长切断。整个过程连续自动化,生产效率高。
此外还有热镀锌工艺,即酸洗除锈后浸入440~460℃熔融锌液,形成纯锌层加锌铁合金层的双重保护,耐腐蚀性能远超电镀锌。
核心优势
一是极轻。 密度仅10~14千克/平方米,相当于砖墙的1/30,可省去房梁,大幅降低结构成本。
二是高强度。 波形截面使抗弯抗压性能优异,可作围护结构承重板材,一般房屋不需额外梁柱。
三是施工极快。 螺钉固定加粘合剂拼接即可,施工周期比传统方式缩短40%以上,且可重复使用,符合节能环保理念。
四是免维护。 彩色镀锌钢板防腐层保持期10~15年,正常使用基本无需维护。
五是经济实惠。 按平方米计价约20~40元,一吨约5000~7000元,远低于传统琉璃瓦等材料。
不足之处
彩钢瓦并非完美无缺。单层彩钢瓦隔热性差,导热系数λ≤0.041W/(m·K),夏天室内闷热、冬天急剧降温,北方使用需搭配彩钢夹芯板(中间填充苯板、聚氨酯或岩棉)增强保温隔音。
隔音性弱,雨滴敲击屋面噪音明显,南方多雨地区需加装隔音层。
使用寿命有限,普通聚酯涂层产品约10~15年,劣质产品涂层易脱落、钢板生锈,甚至有污染风险。沿海台风地区若安装不牢固,存在被掀翻的安全隐患。
结露问题,温差大时室内外温差导致瓦面结露滴水,需注意密封。
应用领域
工业与民用建筑是最大市场——厂房、仓库、车间、别墅式办公用房、连跨天棚等。
农业领域用于温室大棚骨架、畜牧栏舍。
市政与交通用于高速公路隔音屏障、铁路枕木支撑、电力铁塔。
装饰领域用于外墙装饰、艺术装置、仿古琉璃瓦造型(如828琉璃瓦型)。
临时建筑如车棚、施工围挡,因可拆卸重复使用而广受欢迎。
总的来说,彩钢瓦以"轻、快、省、彩"四字横扫建筑市场,从百亩厂房到乡村棚屋,从沿海仓库到高原电站,都能见到那抹蓝色或红色的波浪。选对涂层、规范安装,它就是性价比极高的屋面方案;选错了,锈蚀和漏水会让你后悔。



一、存放环境要求钢材怕的就是潮湿和雨水,因此存放场地必须选择地势较高、排水畅通、地面平整干燥的地方,严禁将钢材直接放在地面上,底部至少要用枕木、垫块或托盘垫高十厘米以上,使钢材与地面保持一定距离,防止地面潮气侵蚀钢材表面。如果条件允许,搭建专门的钢结构仓库,仓库要有良好的通风条件,避免室内湿度过大。露天存放时必须用帆布、彩条布等防水材料将钢材严密覆盖,四角要压紧固定,防止被风吹开后雨水灌入。在南方梅雨季节或沿海潮湿地区,仓库内还应配备除湿机,将相对湿度控制在百分之六十以下。二、不同品种钢材的分类存放钢材种类繁多,必须分类存放,不能混堆。碳钢、不锈钢、合金钢、工具钢等要分开堆放,不同规格、不同批

一、安全防护激光切割属于高能量加工,安全是重点要务。操作人员必须佩戴与激光波长匹配的专用防护眼镜,严禁裸眼直视激光束或其反射光,否则会对眼睛造成不可逆的伤害。同时要穿戴长袖工作服,避免皮肤直接暴露在激光照射范围内,防止反射光灼伤皮肤。加工过程中会产生大量烟尘和有害气体,特别是切割PVC等含氯塑料时会释放剧毒氯气,因此必须配备有效的排烟排毒系统,并确保工作区域通风良好。此外,激光切割会产生高温火花和熔融金属飞溅,加工区域内严禁放置任何易燃易爆物品,现场应配备适用的灭火器,操作人员不得在机器运行时打开防护门或将手伸入工作区域。二、加工前准备在正式加工之前,首先要仔细核对图纸,确认材料的种类、厚度和

一、以薄板为主要加工对象钣金加工最基本的特征就是以金属薄板为原材料,常见的板材厚度一般在零点五毫米到六毫米之间,最厚也很少超过二十毫米。正因为材料薄,所以加工时对温度、力度和变形的控制要求非常高。薄板刚性差,在加工过程中容易产生翘曲、波浪和扭曲等变形,这也是钣金加工中最需要克服的难题。不同厚度的板材需要采用不同的加工方式,薄板更适合冲裁、激光切割和折弯,较厚的板材则更多采用剪板、等离子切割或水刀切割。二、工序种类繁多,工艺流程灵活钣金加工不像车削、铣削那样以切削为主,它的工序非常丰富,主要包括剪板、折弯、冲孔、攻丝、焊接、铆接、打磨、喷涂等十几道甚至几十道工序。一件钣金产品往往需要经过多道工序