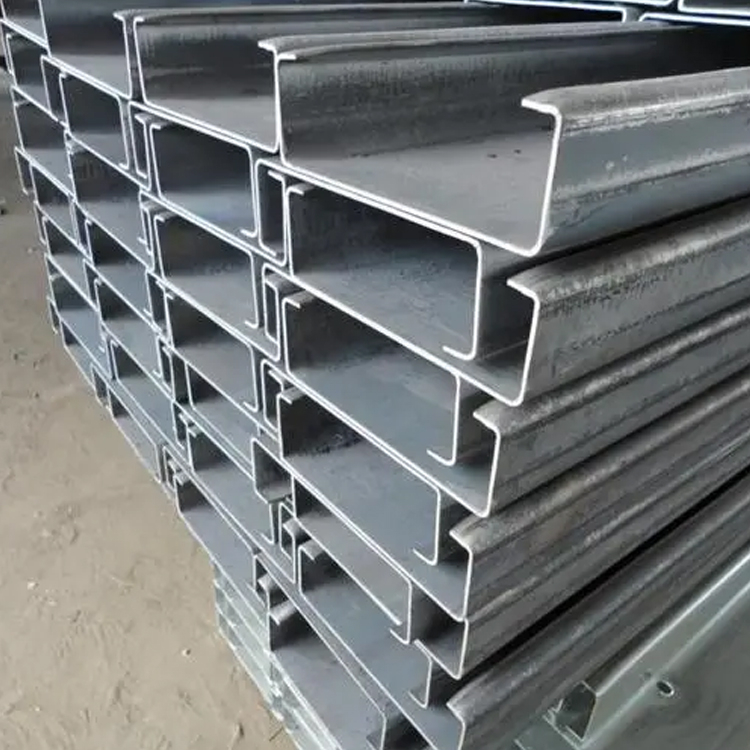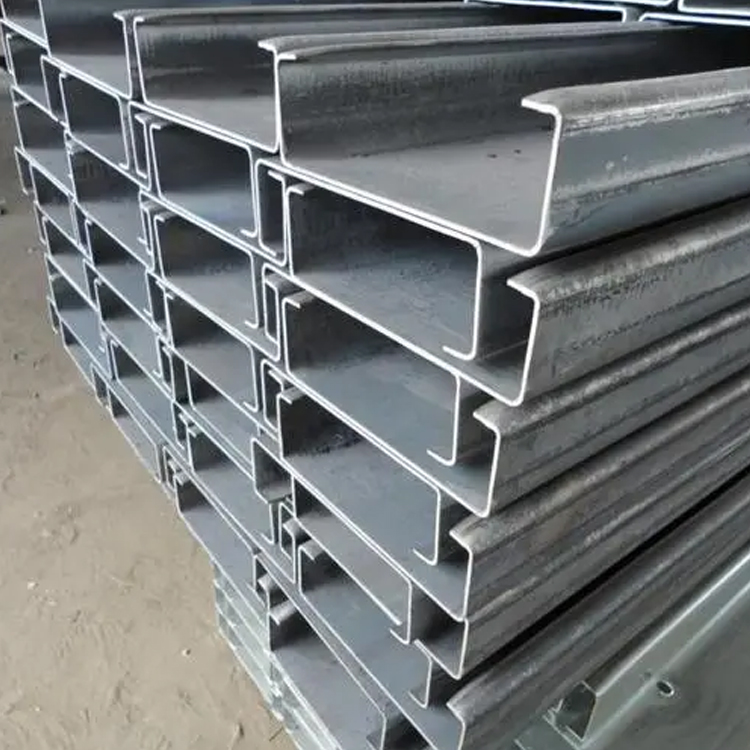

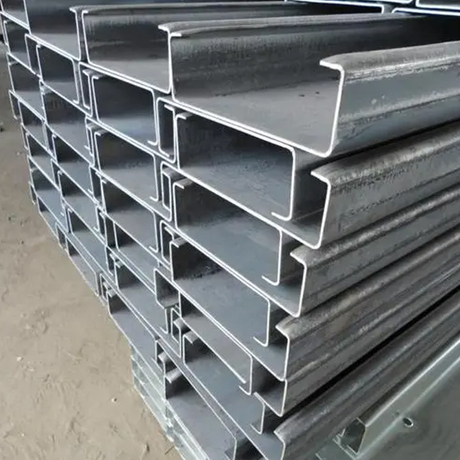
C型钢,顾名思义,因截面呈C字形而得名,是一种以热轧或冷轧带钢为坯料、经冷弯加工成型的高效经济截面型材。它并非槽钢,而是由薄板(如0.35mm厚钢板)冷弯压制而成,被誉为可取代槽钢、角钢、钢管等传统檩条的新型建筑材料。
规格体系
C型钢檩条按截面高度分为 80、100、120、140、160 五种规格,长度可根据工程需要灵活定制,但受运输和安装条件限制,全长一般不超过12米。以 C80×40×20×2.5 为例,含义为:截面高度80mm、宽度40mm、卷边宽度20mm、壁厚2.5mm。品种极为丰富,涵盖镀锌C型钢、玻璃幕墙C型钢、太阳能支架C型钢(21-80系列)、高速公路立柱C型钢、汽车型材C型钢、模板支撑C型钢等二十余种类型。
生产工艺
C型钢由C型钢成型机自动加工完成,核心流程包含 放料→矫平→成型→定型→矫直→测长→冲拉筋圆孔→冲椭圆连接孔→成型切断 共9道工序。
冷弯成型(主流):将热卷板经矫平、多道次冷弯模具逐步压弯成型,速度可达30m/min,精度高、表面质量好,是目前最广泛采用的工艺。
热轧成型:将钢坯加热至1200℃后经轧制而成,成本较低,但精度和表面质量不及冷弯法,适用于壁厚大于8mm的特种需求。
生产过程中需对原材料进行检验,对尺寸精度、力学性能(抗拉强度≥375MPa,屈服强度≥235MPa)、表面质量等进行严格的成品抽样检测,确保符合国家标准GB/T6725-2017。
核心优势
一是轻质高强。 壁薄自重轻,截面性能优良,与传统槽钢相比,同等强度可节约材料约30%。在相同负载下能有效减少构件重量,用于建筑可比热轧钢节省38%-50%的金属,用于农业机械和车辆可节省15%-60%的金属。
二是截面经济合理。 冷弯成型使截面惯性矩增加0.5%~3.0倍,旋转半径增加50%~60%,钢材的力学效能得到充分发挥,真正做到"好钢用在刀刃上"。
三是品种多样、加工灵活。 热轧方法难以生产的壁厚均匀、截面形状复杂的型材,冷弯均可实现。表面光滑、尺寸精准,还可根据需求进行切割、焊接、冲孔等二次加工。
应用领域
建筑领域是C型钢的主战场——广泛用于厂房、仓库、展馆、体育场等钢结构建筑的檩条、墙梁,可自行组合成轻量型屋架、托架,也用于隔墙、吊顶等。
工程领域中,C型钢在桥梁、隧道、天桥等工程中充当支撑结构,提升整体稳定性与安全性。
制造业领域同样大有可为——用于机械设备的柱、梁、臂等结构件,轨道交通车辆部件,汽车车身和底盘构件,以及电子设备、半导体制造等精密结构。
此外,C型钢还是我国抗震支撑的主要材料,在光伏支架、太阳能发电等新能源领域也在快速拓展。
总而言之,C型钢以"轻、强、省、巧"四字著称,是现代钢结构建筑和先进制造不可或缺的基础型材。随着建筑工业化和模块化程度不断加深,C型钢的应用前景只会更加广阔。



一、存放环境要求钢材怕的就是潮湿和雨水,因此存放场地必须选择地势较高、排水畅通、地面平整干燥的地方,严禁将钢材直接放在地面上,底部至少要用枕木、垫块或托盘垫高十厘米以上,使钢材与地面保持一定距离,防止地面潮气侵蚀钢材表面。如果条件允许,搭建专门的钢结构仓库,仓库要有良好的通风条件,避免室内湿度过大。露天存放时必须用帆布、彩条布等防水材料将钢材严密覆盖,四角要压紧固定,防止被风吹开后雨水灌入。在南方梅雨季节或沿海潮湿地区,仓库内还应配备除湿机,将相对湿度控制在百分之六十以下。二、不同品种钢材的分类存放钢材种类繁多,必须分类存放,不能混堆。碳钢、不锈钢、合金钢、工具钢等要分开堆放,不同规格、不同批

一、安全防护激光切割属于高能量加工,安全是重点要务。操作人员必须佩戴与激光波长匹配的专用防护眼镜,严禁裸眼直视激光束或其反射光,否则会对眼睛造成不可逆的伤害。同时要穿戴长袖工作服,避免皮肤直接暴露在激光照射范围内,防止反射光灼伤皮肤。加工过程中会产生大量烟尘和有害气体,特别是切割PVC等含氯塑料时会释放剧毒氯气,因此必须配备有效的排烟排毒系统,并确保工作区域通风良好。此外,激光切割会产生高温火花和熔融金属飞溅,加工区域内严禁放置任何易燃易爆物品,现场应配备适用的灭火器,操作人员不得在机器运行时打开防护门或将手伸入工作区域。二、加工前准备在正式加工之前,首先要仔细核对图纸,确认材料的种类、厚度和

一、以薄板为主要加工对象钣金加工最基本的特征就是以金属薄板为原材料,常见的板材厚度一般在零点五毫米到六毫米之间,最厚也很少超过二十毫米。正因为材料薄,所以加工时对温度、力度和变形的控制要求非常高。薄板刚性差,在加工过程中容易产生翘曲、波浪和扭曲等变形,这也是钣金加工中最需要克服的难题。不同厚度的板材需要采用不同的加工方式,薄板更适合冲裁、激光切割和折弯,较厚的板材则更多采用剪板、等离子切割或水刀切割。二、工序种类繁多,工艺流程灵活钣金加工不像车削、铣削那样以切削为主,它的工序非常丰富,主要包括剪板、折弯、冲孔、攻丝、焊接、铆接、打磨、喷涂等十几道甚至几十道工序。一件钣金产品往往需要经过多道工序