

无缝管,全称无缝钢管,是一种具有中空截面、周边没有焊缝的长条钢材。它由整支圆钢穿孔而成,从根本上消除了焊缝这一薄弱环节,因此在强度、耐压性和密封性上远超有缝管,被誉为工业领域的"精密血脉"。从石油管道到航天部件,从锅炉受热面到液压缸筒,无缝管以"无缝"二字撑起了现代工业中所有对安全性和可靠性要求苛刻的场景。
规格体系
无缝管的规格以外径×壁厚(毫米)表示。
热轧管外径一般32~630mm,壁厚2.5~200mm,长度通常6~12米,适合大口径厚壁场景。
冷拔管外径5~200mm,壁厚可薄至0.25mm,精度高、表面光洁,适合精密机械和液压设备。
异形管包括方形、矩形、椭圆形、三角形、六角形、梅花形等,其中等壁厚异型管代号为D,不等壁厚为BD,变直径为BJ。异形管的惯性矩和截面模数通常大于同面积圆管,抗弯抗扭能力更强,可大幅减轻结构重量。
理论重量计算公式为:(外径-壁厚)×壁厚×0.02466 = kg/m。
生产工艺
无缝管的核心在于"无缝"二字,其制造工艺分为两大路线:
热轧(挤压)工艺:圆管坯加热至约1200℃→穿孔(锥形辊穿孔机高速旋转打孔)→三辊斜轧或连轧→脱管→定径(锥形钻头高速旋转确定内径)→喷水冷却→矫直→水压试验或无损探伤→入库。热轧管产量大、成本低,是最主流的生产方式。
冷拔(轧)工艺:圆管坯加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔→热处理→矫直→水压试验(探伤)→入库。冷拔管尺寸精度更高、表面更光洁、力学性能更优,但加工成本也更高,壁厚越薄成本上升越快。
此外还有挤压管、顶管等特种工艺,以及针对不锈钢管的热扩工艺等。
材质分类
碳素钢无缝管是最基本的品种。10#、20#等低碳钢主要用于流体输送管道;45#等中碳钢用于制造机械零件,如汽车、拖拉机的受力部件。
低合金高强度钢如16Mn(Q345B)、Q390B等,强度比碳钢高15%~30%,广泛用于桥梁、船舶、压力容器。
合金结构钢如40Cr、42CrMo、20CrMnTi、GCr15(轴承钢)、35CrMo等,经调质处理后综合力学性能优异,用于轴类、齿轮、重载部件。
不锈钢无缝管以304、316为主,含铬12%以上,耐酸碱腐蚀,用于化工、食品、医疗、船舶装饰等场景。按金相组织又分为奥氏体、马氏体、铁素体、双相不锈钢等。
特种合金管包括超级双相不锈钢(抗海水腐蚀+耐高压,用于核电)、镍基合金(极端高温环境)、钛合金(航空航天,低密度高耐蚀)等。
核心优势
一是无焊缝,强度均匀。 整支圆钢穿孔而成,不存在焊缝薄弱点,承压能力和抗疲劳性能远超有缝管,在高压、高温环境下不易泄漏。
二是重量轻、截面经济。 与同等抗弯抗扭强度的实心钢材相比,重量仅为方钢的约1/5,是最高效的经济截面钢材。
三是耐高温高压耐腐蚀。 根据材质不同,可覆盖-195℃(低温管道)到540℃以上(合金钢)的工作温度,配合不锈钢材质可抵抗酸碱盐及大气腐蚀,有效使用寿命可达15年以上。
四是尺寸灵活、加工性好。 可冷拔至壁厚0.25mm的精密管,也可热轧至壁厚200mm的特厚管,还可进行车、铣、钻、弯曲、焊接等二次加工。
不足之处:精度相对有缝管偏低,壁厚可能不均匀,表面可能有麻点黑点;定尺成本高;检测整形需离线处理。因此在一般低压场景下,有缝管性价比更高。
主要应用领域
能源输送是第一大市场——石油天然气管道、城市燃气管网、输水管道,无缝管的承压和密封性能是有缝管无法替代的。
石油钻探与地质勘探——钻杆、钻铤、岩心管、套管,需承受极端磨损和冲击,无缝管的整体结构性能完美匹配。
锅炉与压力容器——高压锅炉受热面管(GB5310)、化肥设备高压管(GB6479,工作压力10~30MPa、温度-40~400℃)、石油裂化管(GB9948),均要求极高的耐高温高压性能。
机械制造——液压缸筒(GB8713精密内径管)、汽车半轴套管(GB3088)、柴油机高压油管(GB3093)、轴承套、传动轴等,无缝管的高精度和高强度是核心保障。
船舶与海洋工程——船级社认证的I级/II级耐压管系、锅炉及过热器用管(GB5312),碳素钢管工作温度不超过450℃,合金钢管可超过450℃。
航空航天——飞机液压系统管道、火箭结构件,要求轻量化且绝对可靠,无缝管的精度与性能满足极端要求。
化工与电力——换热器管、反应釜管道、电站蒸汽管,耐腐蚀耐高温是刚需。
总的来说,无缝管以"无缝"为核心竞争力,用一根没有接缝的钢管,撑起了从深海钻探到太空飞行、从高压锅炉到精密液压的整个工业骨架。壁越厚越经济,精度越高越贵,选对材质、选对工艺,它就是最可靠的结构选择。
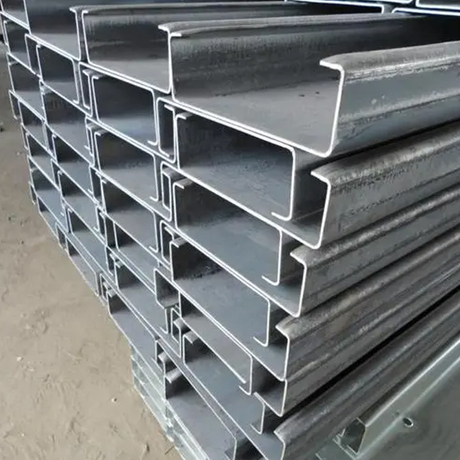



一、存放环境要求钢材怕的就是潮湿和雨水,因此存放场地必须选择地势较高、排水畅通、地面平整干燥的地方,严禁将钢材直接放在地面上,底部至少要用枕木、垫块或托盘垫高十厘米以上,使钢材与地面保持一定距离,防止地面潮气侵蚀钢材表面。如果条件允许,搭建专门的钢结构仓库,仓库要有良好的通风条件,避免室内湿度过大。露天存放时必须用帆布、彩条布等防水材料将钢材严密覆盖,四角要压紧固定,防止被风吹开后雨水灌入。在南方梅雨季节或沿海潮湿地区,仓库内还应配备除湿机,将相对湿度控制在百分之六十以下。二、不同品种钢材的分类存放钢材种类繁多,必须分类存放,不能混堆。碳钢、不锈钢、合金钢、工具钢等要分开堆放,不同规格、不同批

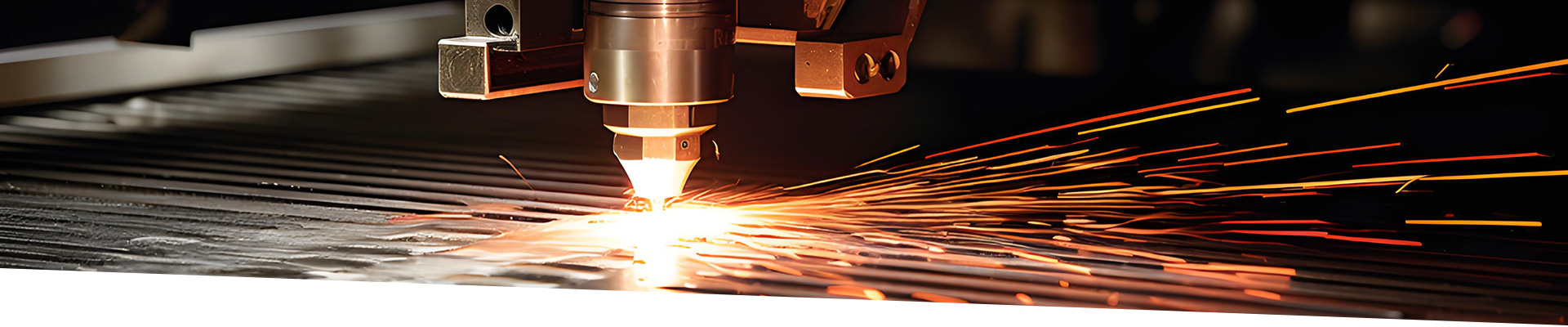
一、安全防护激光切割属于高能量加工,安全是重点要务。操作人员必须佩戴与激光波长匹配的专用防护眼镜,严禁裸眼直视激光束或其反射光,否则会对眼睛造成不可逆的伤害。同时要穿戴长袖工作服,避免皮肤直接暴露在激光照射范围内,防止反射光灼伤皮肤。加工过程中会产生大量烟尘和有害气体,特别是切割PVC等含氯塑料时会释放剧毒氯气,因此必须配备有效的排烟排毒系统,并确保工作区域通风良好。此外,激光切割会产生高温火花和熔融金属飞溅,加工区域内严禁放置任何易燃易爆物品,现场应配备适用的灭火器,操作人员不得在机器运行时打开防护门或将手伸入工作区域。二、加工前准备在正式加工之前,首先要仔细核对图纸,确认材料的种类、厚度和

一、以薄板为主要加工对象钣金加工最基本的特征就是以金属薄板为原材料,常见的板材厚度一般在零点五毫米到六毫米之间,最厚也很少超过二十毫米。正因为材料薄,所以加工时对温度、力度和变形的控制要求非常高。薄板刚性差,在加工过程中容易产生翘曲、波浪和扭曲等变形,这也是钣金加工中最需要克服的难题。不同厚度的板材需要采用不同的加工方式,薄板更适合冲裁、激光切割和折弯,较厚的板材则更多采用剪板、等离子切割或水刀切割。二、工序种类繁多,工艺流程灵活钣金加工不像车削、铣削那样以切削为主,它的工序非常丰富,主要包括剪板、折弯、冲孔、攻丝、焊接、铆接、打磨、喷涂等十几道甚至几十道工序。一件钣金产品往往需要经过多道工序



